15 Maret 2013
temonsoejadi
Bahan kuliah, Pemrograman dan pratikum CNC
cnc simulator, milling, turning, unisma 45, unisma bekasi
Berkaitan dengan Mata Kuliah Pratikum DAN Pemprograman CNC oleh bapak Agus Dudung Drs, M.pd
Cnc simulator, dari namanya adalah software untuk simulasi mesin cnc.
Software ini untuk belajar memprogram mesin cnc milling, turning atau gas.
Bagi pelajar smk jurusan mesin pastinya sangat berguna, tapi bagi yang ingin tahu juga tidak dilarang
Perintah program nya sudah ada di menu help.
Kalau mau belajar perintahnya atau yang tahu tapi lupa tinggal lihat di help.
Download disni
Semoga bermanfaat.
0.000000
0.000000
15 Maret 2013
temonsoejadi
Bahan kuliah, Pemrograman dan pratikum CNC
pemrograman cnc, pratikum cncn, SWANSOFT CNC SIMULATION, unisma 45 bekasi, unisma bekasi
Berkaitan dengan Mata Kuliah Pratikum DAN Pemprograman CNC oleh bapak Agus Dudung Drs, M.pd
PEMROGRAMAN CNC TURNING
DENGAN SOFTWARE SWANSOFT CNC SIMULATION
SISTEM OPERASI FANUC Oi T NC
1. Membuka program SWANSOFT CNC SIMULATION, klik pada Start Menu > pilih program SSCNC klik 1x atau pada shortcut SSCNC pada desktop.

baca selengkapnya…
0.000000
0.000000
15 Maret 2013
temonsoejadi
Bahan kuliah, Getaran Mekanik
fatek unisma, getaran, getaran bebas teredam, getaran harmonis, getaran mekanik, getaran paksa, getaran tak teredam, unisma 45, unisma bekasi
Materi kuliah Getaran Mekanik Oleh Bapak Bobie Suhendra ST.MT
 Getaran adalah gerakan bolak-balik dalam suatu interval waktu tertentu. Getaran berhubungan dengan gerak osilasi benda dan gaya yang berhubungan dengan gerak tersebut. Semua benda yang mempunyai massa dan elastisitas mampu bergetar, jadi kebanyakan mesin dan struktur rekayasa (engineering) mengalami getaran sampai derajat tertentu dan rancangannya biasanya memerlukan pertimbangan sifat osilasinya.
Getaran adalah gerakan bolak-balik dalam suatu interval waktu tertentu. Getaran berhubungan dengan gerak osilasi benda dan gaya yang berhubungan dengan gerak tersebut. Semua benda yang mempunyai massa dan elastisitas mampu bergetar, jadi kebanyakan mesin dan struktur rekayasa (engineering) mengalami getaran sampai derajat tertentu dan rancangannya biasanya memerlukan pertimbangan sifat osilasinya.
Pentingnya Belajar Getaran Mekanik
baca selengkapnya disini…
0.000000
0.000000
4 Februari 2013
temonsoejadi
Cahaya Hati
alasan mahasiswa menjadi pengusaha, berwirausahawan, entreprenur at campus, fakultas teknik mencetak wirausahawan, kepada mahasiswa harus berwirausaha, kiat menjadi wirausahawan, kisah bob sadino, kisah wirausahawan sukses, mahasiswa berwirausaha, mahasiswa dan wirausaha, menjadi pebisnis, progam mahasiswa berwirausaha, unisma 45 bekasi, unisma bekasi, wirausaha mahasiswa
 Bismillahirahmanirahim,
Bismillahirahmanirahim,
sahabatku semua yang dirahmati Allah, tulisan ini tidak serta merta muncul dengan sendirinya, tulisan ini muncul setelah adanya diskusi di forum komunikasi kami akan pentingnya berwirausaha, khususnya bagi para mahasiswa,
kenapa mahasiswa harus berwirausaha ?
kenapa kita harus berwirausaha ?
pertanyaan diatas merupakan sambungan dari arikel saya yang dulu “siapa yang berani menjamin hidupmu ?”, mungkin sebagian klu-kluenya ada di artikel yang itu, namun sekarang saya fokuskan kenapa mahasiswa harus berwirausaha ?
kenapa ? adakah yang bisa menjelaskan mungkin
sahabatku yang baik, banyak diantara kita ( para mahasiswa) masih berfikir seperti kebanyakan mahasiswa maupun pelajar lainnya pada umumnya, setelah lulus kemudian mencari kerja, pikiran semacam ini sudah umum bahkan kebanyakan memang berfikir instan demikian, tak ada yang salah dengan berfikiran semacam itu, toh itu memang baik, menyalurkan ketrampilan yang dimemiliki untuk mengabdi memajukan pada perusahaan maupun instansti tertentu, ya gak ?
baca kiat wirausahawan sukses selengkapnya
11 Desember 2012
temonsoejadi
Bahan kuliah, mekanika kekuatan material
contoh soal gaya geser, momen lentur, soal gaya aksial, soal gaya geser, soal momen lentur, unisma 45 bekasi, unisma bekasi
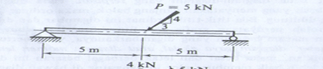
Metode potongan, contoh soal pengaplikasian gaya geser, gaya aksial dan momen lentur
Mata kuliah mekanika kekuatan material with bapak Imam Basyori ST.MT

baca selengkapnya disini…
0.000000
0.000000
6 Desember 2012
temonsoejadi
Bahan kuliah, proses produksi
abrasive, batu grinda, grinda, sahabatku, Silicon carbide, unisma, unisma 45, unisma bekasi, Zirconia alumina
 mata kuliah Proses Produksi with Dr.Eng.Ir. RUDI SUHRADI RACHMAT, M.Eng
mata kuliah Proses Produksi with Dr.Eng.Ir. RUDI SUHRADI RACHMAT, M.Eng
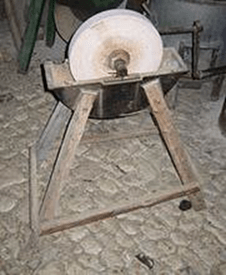
Abrasif merupakan material, biasanya mineral, yang digunakan untuk membentuk atau menyelesaikan benda kerja dengan cara menggosok, yang mengakibatkan bagian dari benda kerja menjadi semakin pudar. Abrasive sangatlah umum penggunaannya dalam berbagai industri, dan teknologi. Hal ini menimbulkan variasi yang besar dalam komposisi fisik dan kimia abrasive serta bentuk abrasif. Kegunaan umum untuk abrasive termasuk grinding, polishing, buffing, mengasah, pemotongan, pengeboran, mengasah, menjilat, dan pengamplasan
Abrasives umumnya mengandalkan pada perbedaan dalam kekerasan antara abrasive dan bahan yang dikerjakan, dimana abrasive selalu lebih keras. Biasanya, bahan yang digunakan sebagai abrasive adalah baik mineral keras atau batu sintetis, beberapa di antaranya mungkin secara kimia dan secara fisik identik dengan sebagai mineral yang terjadi secara alami tetapi juga tidak bisa disebut sebagai mineral tidak muncul secara alami. Contohnya seperti intan, corundum, kalsium karbonat, dan lain-lain.
DOWNLOAD MATERI DISINI
abrasive
abrasive material
abrasive water jaket machining
proses gerinda
grinding
Beberapa faktor yang akan mempengaruhi dalam pemakaian abrasive meliputi:
- Perbedaan kekerasan antara abrasive dan benda kerja, semakin keras abrasive semakin cepat.
- Grain Size, semakin kasar butirannya akan semakin cepat berpengaruh pada benda kerja
- Adhesi antara butir, antara butir dan penahan, antara butir dan matriks
- Penggunaan pelumas / pendingin / pengerjaan logam cairan
baca selengkapnya disini
0.000000
0.000000
2 Desember 2012
temonsoejadi
Bahan kuliah, proses produksi
bagian bagian mesin bubut, bagian bagian mesin frais, bubut, bubut dan frais, fatek unisma, frais, KERJA MESIN BUBUT, kerja mesin frais, milling, turning, turning dan milling, unisma 45, unisma 45 bekasi, unisma bekasi
mata kuliah Proses Produksi with Dr.Eng.Ir. RUDI SUHRADI RACHMAT, M.Eng
 TURNING
TURNING
Mesin Turning atau disebut mesin bubut ini adalah mesin yang berfungsi untuk membuat benda perkakas, dimana benda kerjanya (material) berupa silinder. Pada mesin ini, benda (material)nya yang berputar sedangkan mata pahatnya diam. benda yang sering dibuat melalui mesin turning adalah roda, ulir, pulley, rumah bearing, dan lain-lain.
Mesin turning memiliki RPM yang berbeda-beda sesuai dengan kebutuhan pengguna. mulai 75 RPM hingga 2000 RPM. Mata pahatnya pun berbeda-beda tergantung dari desain alat yang dibuat. mesin ini mempunyai 2 sumbu koordinat, yaitu x (sumbu yang tegak lurus dengan sumbu chuck / tempat tool) dan z (sumbu chuck/tempat meletakkan benda kerja). bentuk mata pahat dari mesin turning adalah mirip dengan pisau yang fungsinya untuk menggores benda kerja.
Prinsip Kerja Mesin Bubut
Mesin bubut adalah mesin perkakas yang berfungsi untuk membubut permukaan bulat (silindris), membubut penampang benda kerja, membubut ulir, membubut alur, membubut permukaan benda konis dan membubut dalam. Prinsip gerakan utamanya adalah gerakan berputar. Gerakan inilah yang dimanfaatkan untuk pemotongan logam
Ukuran dan kapasitas mesin bubut ditentukan oleh
– Jarak antara kedua ujung senter kepala tetap dan kepala lepas
– Tinggi garis senter mesin terhadap alas mesin
BACA SELENGKAPNYA….
0.000000
0.000000
1 Desember 2012
temonsoejadi
Bahan kuliah, mekanika kekuatan material
E.P. POPOV, gaya aksial, gaya geser, mechanics of material, mekanika kekuatan material, momen lentur, unisma 45, unisma bekasi
Mata kuliah mekanika kekuatan material with bapak Imam Basyori ST.MT
scan from book mechanics of material > E.P. POPOV page 100 -120

download selengkapnya DISINI
semoga Bermanfaat.
0.000000
0.000000
27 November 2012
temonsoejadi
Bahan kuliah, mekanika fluida
berat, dimensi fluida, energi, feet, ft, gaya, gravitasi, konversi, konversi berat, konversi energi, lbm, masa, momen putar, panjang, pekerjaan, percepatan, sifat sifat fisika air, sifat sifat fisika fluida, suhu, tabel konversi, tabel konversi energi, tekanan, temperatur, unisma 45, unisma 45 bekasi, unisma bekasi, waktu
materi kuliah mekanika fluida with Mr. Ragil Sukarno.ST.MT
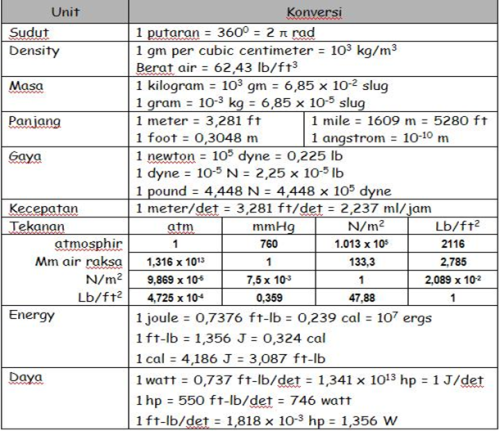
silahkan baca selengkapnya…
0.000000
0.000000
15 November 2012
temonsoejadi
Bahan kuliah, ilmu pengetahuan bahan, proses produksi
conecting rod, pebuatan conecting rod, unisma 45, unisma bekasi
 mata kuliah Proses Produksi with Dr.Eng.Ir. RUDI SUHRADI RACHMAT, M.Eng
mata kuliah Proses Produksi with Dr.Eng.Ir. RUDI SUHRADI RACHMAT, M.EngConnecting Rod merupakan suatu komponen penting dalam sebuah mesin yang berfungsi sebagai penerus daya dari piston ke poros engkol dan bekerja pada suhu tinggi dalam ruang bakar. Ditinjau dari kondisi system kerja yang demikian maka pemilihan material dan proses pembentukan dalam proses produksi connecting rod sangatlah penting, dimana material harus dapat memenuhi syarat-syarat diantaranya : tahan terhadap suhu tinggi, kekuatan tahan aus dimana proses pembentukan yang dipilih adalah proses penempaan. Penulisan tugas akhir ini bertujuan untuk merancang proses produksi connecting rod dengan proses forging. Pada proses produksi ini ada beberapa hal yang direncanakan antara lain menentukan volume dan berat benda kerja, perhitungan gaya yang terjadi dan daya yang bekerja pada setiap tahapan proses penempaan dan menentukan dimensi dan toleransi pada proses pemesinan. Bahan yang akan digunakan pada proses produksi connecting rod adalah baja dengan standart SAE 4140 yang mempunyai kekuatan tarik δ = 100 Kg/mm?, serta mengandung unsure paduan antara lain : Carbon = ( 0,38 ? 0,43%), Mangan (0,75 ? 1,0%), Phosfor (<0,040%), Sulphur (<0,040%), Silikon (0,20 ? 0,35%), Chromium (0,80 ? 1,10%). Proses produksi connecting rod dengan metalurgi serbuk ini menggunakan penempaan yang dilakukan secara umum adalah melalui tahap edging, blocking, finishing, pada tahap ini terjadi pembentuksn sirip sepanjang sisi connecting rod. Setelah proses penempaan selesai maka akan dilakukan proses pemotongan sirip dengan proses trimming dan dilanjutkan dengan proses pemesinan yaitu milling dan drilling.
proses pembuatan connecting rod
FORGED CONNECTING ROD ( STANG PISTON TEMPA )
Proses pembentukan connecting rod dengan cara pemukulan / penekanan termasuk jenis closed die forging. Peralatan yang digunakan yaitu ; Drop Hammer, Hidraulic, dansekrup penekan.
Prosesnya Closed-die forging dengan flash.
Tahapan dalam proses pembuatan Forged Connecting Rod efinisinya :
Bahan awal tempa dibuat dari densifikasi bahan dasar yang dipanaskan secara terus-menerus dengan proses sekali pukul. Sehingga strukturnya sangat padat dan sesuai untuk pemakaian yang tinggi dimana daya tahan yang tinggi dan kekuatan diperlukan.
Langkah awal dari proses ini yaitu untuk menyeragamkan bentuk dari bahan tempa menyerupai bentuk akhir. Kemudian dipanaskan di dalam dapur yang terkontrol. Kebanyakan dalam produksi otomatis, bahan dipanaskan kemudian dilanjutkan dengan proses penempaan pada cetakan agar menghasilkan bentuk struktur yang padat.
Bahan dikontrol secara intensif agar mengisi cetakan secara penuh dan meminimalisasi material yang terbuang (flash) yang biasanya terjadi pada penempaan umum.
Hemat energi adalah keuntungan dari proses tempa yang langsung diikuti dengan proses pemanasan, mengurangi pemanasan kembali.
0.000000
0.000000
2 November 2012
temonsoejadi
Bahan kuliah, ilmu pengetahuan bahan, material teknik
baja, besi, ferro aplication, penggunanan metal, unisma 45 bekasi, unisma bekasi
mata kuliah Proses Produksi with Dr.Eng.Ir. RUDI SUHRADI RACHMAT, M.Eng
Metal & Aplications
Lainnya
0.000000
0.000000
2 November 2012
temonsoejadi
Bahan kuliah, ilmu pengetahuan bahan, material teknik
contoh logam non ferro, penggunanan non ferro, unisma bekasi
mata kuliah Proses Produksi with Dr.Eng.Ir. RUDI SUHRADI RACHMAT, M.Eng
Non ferrous & Aplications
Lainnya
0.000000
0.000000
25 Oktober 2012
temonsoejadi
Bahan kuliah, proses produksi
proses kehidupan, unisma 45 bekasi, unisma bekasi
berkaitan dg mata kuliah Proses Produksi with Dr.Eng.Ir. RUDI SUHRADI RACHMAT, M.Eng
Stretch forming is a metal forming process in which a piece of sheet metal is stretched and bent simultaneously over a die in order to form large contoured parts. Stretch forming is performed on a stretch press, in which a piece of sheet metal is securely gripped along its edges by gripping jaws. The gripping jaws are each attached to a carriage that is pulled by pneumatic or hydraulic force to stretch the sheet. The tooling used in this process is a stretch form block, called a form die, which is a solid contoured piece against which the sheet metal will be pressed. The most common stretch presses are oriented vertically, in which the form die rests on a press table that can be raised into the sheet by a hydraulic ram. As the form die is driven into the sheet, which is gripped tightly at its edges, the tensile forces increase and the sheet plastically deforms into a new shape. Horizontal stretch presses mount the form die sideways on a stationary press table, while the gripping jaws pull the sheet horizontally around the form die.

Stretch Forming
Lainnya
0.000000
0.000000
25 Oktober 2012
temonsoejadi
Bahan kuliah, proses produksi
proses Deep drawing, unisma 45 bekasi, unisma bekasi

berkaitan dg mata kuliah Proses Produksi with Dr.Eng.Ir. RUDI SUHRADI RACHMAT, M.Eng
Deep drawing is a metal forming process in which sheet metal is stretched into the desired part shape. A tool pushes downward on the sheet metal, forcing it into a die cavity in the shape of the desired part. The tensile forces applied to the sheet cause it to plastically deform into a cup-shaped part. Deep drawn parts are characterized by a depth equal to more than half of the diameter of the part. These parts can have a variety of cross sections with straight, tapered, or even curved walls, but cylindrical or rectangular parts are most common. Deep drawing is most effective with ductile metals, such as aluminum, brass, copper, and mild steel. Examples of parts formed with deep drawing include automotive bodies and fuel tanks, cans, cups, kitchen sinks, and pots and pans.
Lainnya
0.000000
0.000000
25 Oktober 2012
temonsoejadi
Bahan kuliah, proses produksi
proses rool forming, teknik mesin, unisma 45 bekasi, unisma bekasi
berkaitan dg mata kuliah Proses Produksi with Dr.Eng.Ir. RUDI SUHRADI RACHMAT, M.Eng
Roll forming, sometimes spelled rollforming, is a metal forming process in which sheet metal is progressively shaped through a series of bending operations. The process is performed on a roll forming line in which the sheet metal stock is fed through a series of roll stations. Each station has a roller, referred to as a roller die, positioned on both sides of the sheet. The shape and size of the roller die may be unique to that station, or several identical roller dies may be used in different positions. The roller dies may be above and below the sheet, along the sides, at an angle, etc. As the sheet is forced through the roller dies in each roll station, it plastically deforms and bends. Each roll station performs one stage in the complete bending of the sheet to form the desired part. The roller dies are lubricated to reduce friction between the die and the sheet, thus reducing the tool wear. Also, lubricant can allow for a higher production rate, which will also depend on the material thickness, number of roll stations, and radius of each bend. The roll forming line can also include other sheet metal fabrication operations before or after the roll forming, such as punching or shearing.

Roll Forming Line
Lainnya
0.000000
0.000000
25 Oktober 2012
temonsoejadi
Bahan kuliah, proses produksi
proses bending, teknik mesin, unisma 45 bekasi, unisma bekasi
berkaitan dg mata kuliah Proses Produksi with Dr.Eng.Ir. RUDI SUHRADI RACHMAT, M.Eng
Bending is a metal forming process in which a force is applied to a piece of sheet metal, causing it to bend at an angle and form the desired shape. A bending operation causes deformation along one axis, but a sequence of several different operations can be performed to create a complex part. Bent parts can be quite small, such as a bracket, or up to 20 feet in length, such as a large enclosure or chassis. A bend can be characterized by several different parameters, shown in the image below.

Bending Diagram
Lainnya
0.000000
0.000000
25 Oktober 2012
temonsoejadi
Bahan kuliah, proses produksi
broaching, drilling, fatek, milling, proses machining, turning, unisma 45 bekasi, unisma bekasi
berkaitan dg mata kuliah Proses Produksi with Dr.Eng.Ir. RUDI SUHRADI RACHMAT, M.Eng
Machining is a term used to describe a variety of material removal processes in which a cutting tool removes unwanted material from a workpiece to produce the desired shape. The workpiece is typically cut from a larger piece of stock, which is available in a variety of standard shapes, such as flat sheets, solid bars, hollow tubes, and shaped beams. Machining can also be performed on an existing part, such as a casting or forging.

Flat sheet |

Rectangular bar |
|

Round tube |

I-beam |
Lainnya
0.000000
0.000000
25 Oktober 2012
temonsoejadi
Bahan kuliah, proses produksi
proses Shell mold casting, unisma 45 bekasi, unisma bekasi

berkaitan dg mata kuliah Proses Produksi with Dr.Eng.Ir. RUDI SUHRADI RACHMAT, M.Eng
Shell mold casting is a metal casting process similar to sand casting, in that molten metal is poured into an expendable mold. However, in shell mold casting, the mold is a thin-walled shell created from applying a sand-resin mixture around a pattern. The pattern, a metal piece in the shape of the desired part, is reused to form multiple shell molds. A reusable pattern allows for higher production rates, while the disposable molds enable complex geometries to be cast. Shell mold casting requires the use of a metal pattern, oven, sand-resin mixture, dump box, and molten metal.
Lainnya
0.000000
0.000000
25 Oktober 2012
temonsoejadi
Bahan kuliah, proses produksi
proses sand casting, unisma 45 bekasi, unisma bekasi
berkaitan dg mata kuliah Proses Produksi with Dr.Eng.Ir. RUDI SUHRADI RACHMAT, M.Eng
Sand casting, the most widely used casting process, utilizes expendable sand molds to form complex metal parts that can be made of nearly any alloy. Because the sand mold must be destroyed in order to remove the part, called the casting, sand casting typically has a low production rate. The sand casting process involves the use of a furnace, metal, pattern, and sand mold. The metal is melted in the furnace and then ladled and poured into the cavity of the sand mold, which is formed by the pattern. The sand mold separates along a parting line and the solidified casting can be removed. The steps in this process are described in greater detail in the next section.
 |
| Sand casting overview |
Lainnya
0.000000
0.000000
25 Oktober 2012
temonsoejadi
Bahan kuliah, proses produksi
casting piston, proses permanent mold casting, unisma 45 bekasi, unisma bekasi

berkaitan dg mata kuliah Proses Produksi with Dr.Eng.Ir. RUDI SUHRADI RACHMAT, M.Eng
Permanent mold casting is a metal casting process that shares similarities to both sand casting and die casting. As in sand casting, molten metal is poured into a mold which is clamped shut until the material cools and solidifies into the desired part shape. However, sand casting uses an expendable mold which is destroyed after each cycle. Permanent mold casting, like die casting, uses a metal mold (die) that is typically made from steel or cast iron and can be reused for several thousand cycles. Because the molten metal is poured into the die and not forcibly injected, permanent mold casting is often referred to as gravity die casting.
Lainnya
0.000000
0.000000
25 Oktober 2012
temonsoejadi
Bahan kuliah, proses produksi
proses invesment casting, unisma 45 bekasi, unisma bekasi

berkaitan dg mata kuliah Proses Produksi with Dr.Eng.Ir. RUDI SUHRADI RACHMAT, M.Eng
Investment casting is one of the oldest manufacturing processes, dating back thousands of years, in which molten metal is poured into an expendable ceramic mold. The mold is formed by using a wax pattern – a disposable piece in the shape of the desired part. The pattern is surrounded, or “invested”, into ceramic slurry that hardens into the mold. Investment casting is often referred to as “lost-wax casting” because the wax pattern is melted out of the mold after it has been formed. Lox-wax processes are one-to-one (one pattern creates one part), which increases production time and costs relative to other casting processes. However, since the mold is destroyed during the process, parts with complex geometries and intricate details can be created.
Lainnya
0.000000
0.000000
25 Oktober 2012
temonsoejadi
Bahan kuliah, proses produksi
proses thermoforming, teknik mesin, teknik mesin unisma\, unisma 45 bekasi, unisma bekasi

berkaitan dg mata kuliah Proses Produksi with Dr.Eng.Ir. RUDI SUHRADI RACHMAT, M.Eng
Thermoforming describes the process of heating a thermoplastic sheet to its softening point, stretching it over or into a single-sided mold, and holding it in place while it cools and solidifies into the desired shape. The thermoplastic sheet is clamped into a holding device and heated by an oven using either convection or radiant heat until it is softened. The sheet is then held horizontally over a mold and pressed into or stretched over the mold using vacuum pressure, air pressure, or mechanical force. The softened sheet conforms to the shape of the mold and is held in place until it cools. The excess material is then trimmed away and the formed part is released. Excess material can be reground, mixed with unused plastic, and reformed into thermoplastic sheets.
Thermoforming is commonly used for food packaging, but has many applications from plastic toys to aircraft windscreens to cafeteria trays. Thin-gauge (less than 0.060 inches) sheets are mostly used for rigid or disposable packaging, while thick-gauge (greater than 0.120 inches) sheets are typically used for cosmetic permanent surfaces on automobiles, shower enclosures, and electronic equipment. A variety of thermoplastic materials can be used in this process, including the following:
Lainnya
0.000000
0.000000
25 Oktober 2012
temonsoejadi
Bahan kuliah, proses produksi
proses metal injection, unisma 45 bekasi, unisma bekasi

berkaitan dg mata kuliah Proses Produksi with Dr.Eng.Ir. RUDI SUHRADI RACHMAT, M.Eng
Metal Injection Molding (MIM) is a variation on traditional plastic injection molding that enables the fabrication of solid metal parts utilizing injection molding technology. In this process, the raw material, referred to as the feedstock, is a powder mixture of metal and polymer. For this reason, MIM is sometimes referred to as Powder Injection Molding (PIM). Using a standard injection molding machine, the powder is melted and injected into a mold, where it cools and solidifies into the shape of the desired part. Subsequent heating processes remove the unwanted polymer and produce a high-density metal part.
Metal injection molding is best suited for the high-volume production of small metal parts. As with injection molding, these parts may be geometrically complex and have thin walls and fine details. The use of metal powders enables a wide variety of ferrous and non ferrous alloys to be used and for the material properties (strength, hardness, wear resistance, corrosion resistance, etc.) to be close to those of wrought metals. Also, because the metal is not melted in the MIM process (unlike metal casting processes), high temperature alloys can be used without any negative affect on tool life. Metals commonly used for MIM parts include the following:
Lainnya
0.000000
0.000000
25 Oktober 2012
temonsoejadi
Bahan kuliah, proses produksi
proses injection molding, teknik mesin, teknik mesin unisma\, unisma 45 bekasi, unisma bekasi
 berkaitan dg mata kuliah Proses Produksi with Dr.Eng.Ir. RUDI SUHRADI RACHMAT, M.Eng
berkaitan dg mata kuliah Proses Produksi with Dr.Eng.Ir. RUDI SUHRADI RACHMAT, M.Eng
Injection molding is the most commonly used manufacturing process for the fabrication of plastic parts. A wide variety of products are manufactured using injection molding, which vary greatly in their size, complexity, and application. The injection molding process requires the use of an injection molding machine, raw plastic material, and a mold. The plastic is melted in the injection molding machine and then injected into the mold, where it cools and solidifies into the final part. The steps in this process are described in greater detail in the next section. Lainnya
0.000000
0.000000
25 Oktober 2012
temonsoejadi
Bahan kuliah, proses produksi
proses blow molding, teknik mesin, unisma 45, unisma 45 bekasi, unisma bekasi

berkaitan dg mata kuliah Proses Produksi with Dr.Eng.Ir. RUDI SUHRADI RACHMAT, M.Eng
Blow molding is a manufacturing process that is used to create hollow plastic parts by inflating a heated plastic tube until it fills a mold and forms the desired shape. The raw material in this process is a thermoplastic in the form of small pellets or granules, which is first melted and formed into a hollow tube, called the parison. There are various ways of forming the parison, as explained below. The parison is then clamped between two mold halves and inflated by pressurized air until it conforms to the inner shape of the mold cavity. Typical pressures are 25 to 150 psi, far less than for injection molding. Lastly, after the part has cooled, the mold halves are separated and the part is ejected. Lainnya
0.000000
0.000000
25 Oktober 2012
temonsoejadi
Bahan kuliah, proses produksi
fatek unisma, teknik mesin, teknik mesin unisma\, unisma bekasi
berkaitan dg mata kuliah Proses Produksi with Dr.Eng.Ir. RUDI SUHRADI RACHMAT, M.Eng
Proses Manufaktur
Hot rolling, Cold rolling, drawing, stamping, forging
Welding, brazing, soldering, kelingan
GDC, LPDC, HPDC, SSC (Semi Solid Metal Casting)
Bubut, frais, bor, dll
0.000000
0.000000
Older Entries
Newer Entries








































Anda harus log masuk untuk menerbitkan komentar.